| 1. |
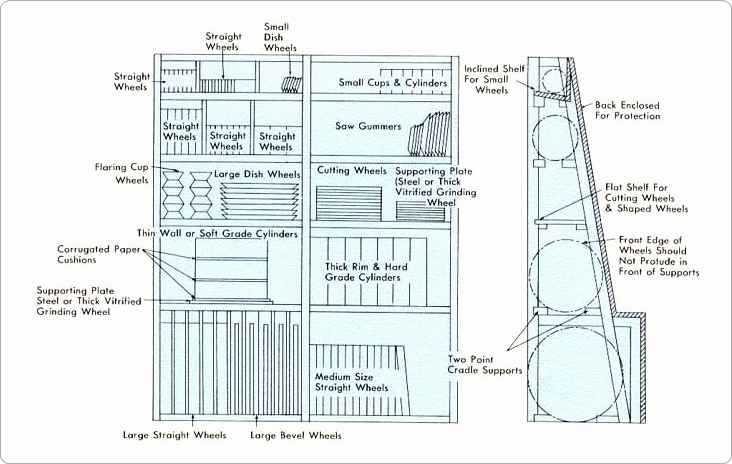
Carefully store grinding wheels in a proper condition.i.e. away from heat and humidity sources |
|
| 2. |
Select correct wheel for your operation. "ring" wheel and inspcet for cracks. Never use cracked wheel |
|
| 3. |
Never exceed maximum safe operating speed established for wheel |
|
| 4. |
Never alter hole in wheel of force wheel on spindle |
|
| 5. |
Keep work rest adjusted within 1/8" of wheel face |
|
| 6. |
Adjust wheel guard and put on safety glasses before grinding |
|
| 7. |
Wheels newly mounted or rarely used must run idle for at least one minute before starting to grind |
|
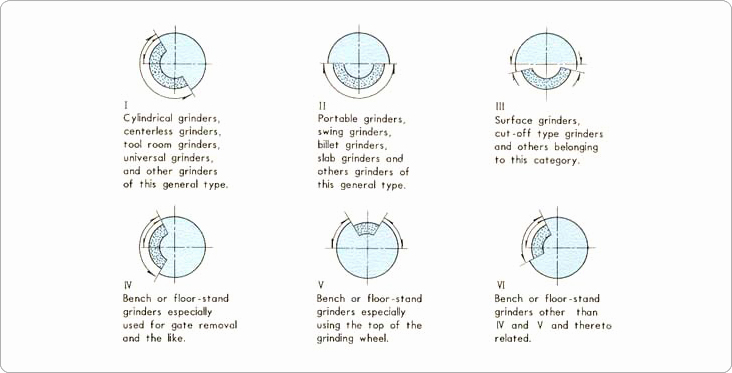
| 8. |
Grind only on face of straight wheel. Use disc wheel for side grinding. Light side grinding permitted on cup or saucer wheel |
|
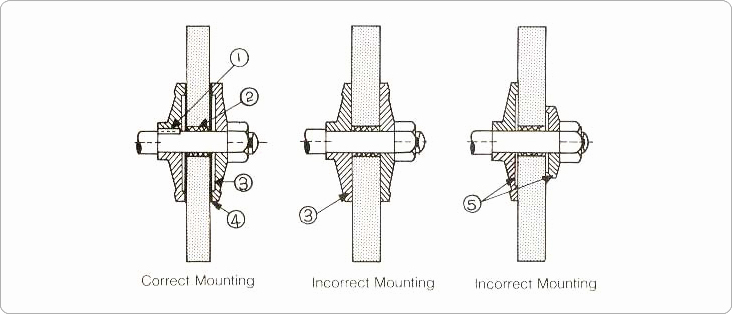
| 9. |
Use clean recessed matching flanges at least 1/3 wheel diameter. |
| |
① A flange-key is required to ensure concentric operation.
② The inside diameter fo the wheel should be larger than the spindle diameter.
③ The contacted side of the flange should be recessed to prevent from slipping off.
④ The contacted area between flange and wheel should insert with blotters or
rubber pad with an thickness smaller than 0.025"(0.6mm).
⑤ Two flanges on both sides should be of the same size. |
|
| 10. |
Do comply with ANSI B7. I safety code for safe grinding operation. |